Une imprimante 3D résine est capable de sortir des pièces miniatures ultra détaillées comme des boîtiers techniques prêts à être testés en montage. Cette technologie repose sur la stéréolithographie et la photopolymérisation d’une résine liquide durcie par lumière UV, couche par couche. En la maîtrisant, tu peux passer du simple prototype rapide aux premières petites séries pour des applications industrielles sérieuses. On va voir comment la machine fonctionne, quels matériaux choisir, comment gérer le post-traitement et dans quels cas cette approche vaut vraiment le coup face au filament.
En bref
- Une imprimante 3D résine solidifie un photopolymère liquide couche par couche grâce à une source UV (laser SLA, projecteur DLP ou écran LCD/MSLA).
- La précision d’impression est nettement supérieure au filament : idéal pour miniatures, dental, joaillerie, pièces techniques très détaillées.
- Le choix de la résine (standard, technique, flexible, haute température…) doit suivre ton besoin réel, pas l’effet catalogue.
- Un bon post-traitement (lavage, retrait des supports, post-UV) fait la différence entre gadget de bureau et pièce exploitable en atelier.
- Pour des applications industrielles, la résine est parfaite pour prototypes fonctionnels, gabarits, outillage léger et petites séries très précises.
Imprimante 3D résine : principe de fonctionnement et différence avec le filament
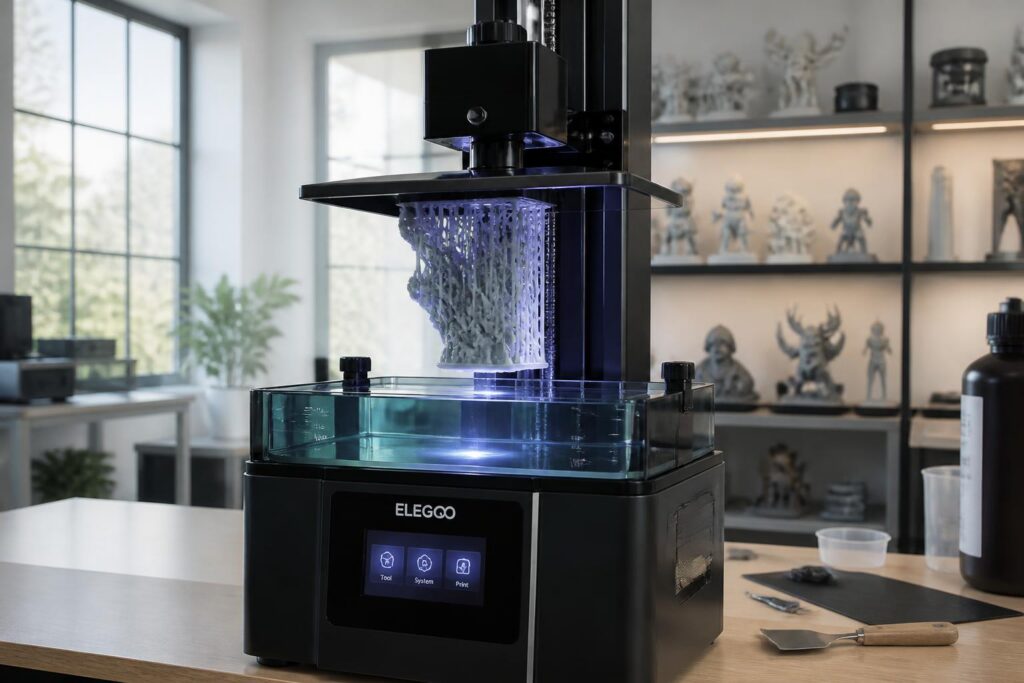
Pour comprendre ce que tu peux réellement attendre d’une imprimante 3D résine, il faut partir du cœur du procédé : une cuve de résine liquide et une source lumineuse qui la solidifie très précisément. On n’est pas du tout sur la même logique qu’une imprimante FDM qui dépose du plastique fondu.
La plupart des machines grand public et pros s’appuient sur la stéréolithographie (SLA) ou sur des variantes DLP/MSLA. Dans tous les cas, la matière est un photopolymère qui réagit à une longueur d’onde donnée. La lumière dessine chaque section de la pièce, couche par couche, jusqu’à obtenir le volume final.
Un bon moyen de visualiser : imagine un bac de sirop translucide. Tu éclaires une forme à l’intérieur, cette zone se fige instantanément. Tu remontes la pièce d’un cran, tu recommences avec la forme suivante. À la fin, tu as ton objet complet, mais il sort encore couvert de sirop : ce sera le rôle du post-traitement.
Les principales technologies de photopolymérisation
Plusieurs approches existent pour durcir la résine. Elles partagent le même principe, mais changent la manière d’illuminer le volume. C’est là que tu joues entre vitesse, qualité et budget.
| Technologie | Source lumineuse | Points forts | Limites principales |
|---|---|---|---|
| SLA (stéréolithographie laser) | Laser qui « dessine » chaque couche | Précision d’impression très fine, grandes pièces possibles | Vitesse moyenne, machines souvent plus chères |
| DLP | Projecteur qui expose toute la couche | Couches rapides, bon compromis détail / débit | Surface limitée par la résolution du projecteur |
| MSLA / LCD | Écran LCD + LEDs UV | Prix accessible, idéal pour figurines et petites pièces techniques | Écran à remplacer après un certain nombre d’heures |
| PolyJet / Material Jetting | Jets de micro-gouttes + UV | Multi-matériaux, couleurs, textures réalistes | Plutôt réservé aux applications industrielles haut de gamme |
Si tu viens du filament, retiens surtout que la résine joue dans une autre ligue pour le détail, mais demande plus de rigueur sur la manipulation et le temps passé après impression.
Architecture d’une imprimante 3D résine et impact sur la qualité
Une machine à résine, c’est un puzzle de composants qui influencent tous la qualité finale. Camille, ingénieur méthode dans une PME de plasturgie, s’en est rendu compte en passant d’un modèle LCD low-cost à une machine DLP industrielle : même idée de base, mais stabilité et répétabilité totalement différentes.
Les éléments matériels qui comptent vraiment
Certains éléments sont plus critiques que d’autres pour la précision d’impression et la fiabilité quotidienne.
- Source lumineuse : laser, projecteur ou matrice de LEDs UV. Plus le faisceau est homogène, plus les cotes sont régulières sur toute la plateforme.
- Cuve de résine : film FEP ou équivalent au fond, qui facilite le décollement des couches. Un film usé = risques d’artefacts et d’échecs.
- Plateau de construction : sa planéité et le réglage du niveau jouent sur l’adhérence de la première couche.
- Axe Z : guidage linéaire rigide ou double rail selon les modèles. C’est lui qui garantit que les couches restent bien parallèles.
- Électronique + firmware : gèrent les temps d’exposition, les vitesses de montée/descente, bref le cœur du procédé couche par couche.
Sur une ligne de production, ces points deviennent stratégiques : un léger jeu sur l’axe Z peut suffire à sortir une série complète hors tolérances.
Le rôle clé du logiciel et de la modélisation 3D
Avant même d’allumer l’imprimante, tout commence dans la modélisation 3D. Une pièce pensée pour le fraisage ne se comportera pas forcément bien en résine sans adaptations : épaisseur de paroi, perçages, congés, drains de résine.
Vient ensuite le logiciel de tranchage (slicer). Il convertit le modèle en images 2D pour chaque niveau, calcule les supports et paramètre l’exposition. Certains slicers intègrent même des profils de photopolymère calibrés par les fabricants, ce qui simplifie la vie, surtout au début.
Là où beaucoup se plantent : supports trop fins ou mal placés, orientation hasardeuse, hauteur de couche incohérente. Résultat : pièces déformées ou détails noyés. Investir du temps dans la phase logicielle, c’est économiser beaucoup de résine et de temps machine.
Flux de travail complet : de la modélisation à la pièce fonctionnelle
Suivre un flux clair permet d’éviter le mode « roulette russe » à chaque job. Revenons à Camille : en structurant un process standard, son équipe est passée de 40 % à plus de 90 % de taux de réussite pour leurs gabarits d’assemblage.
Étapes d’impression résine, de A à Z
- Préparer le fichier : créer ou récupérer le modèle via un logiciel de modélisation 3D, puis l’exporter en STL/OBJ propre, sans trous ni surfaces inversées.
- Configurer dans le slicer : choisir matériau, machine, hauteur de couche, temps d’exposition et générer des supports adaptés à la géométrie.
- Préparer l’imprimante : vérifier le niveau du plateau, l’état du film FEP, mélanger la résine liquide et régler la température ambiante.
- Lancer l’impression : surveiller surtout les premières couches, moment critique pour l’adhérence et le bon départ de la construction.
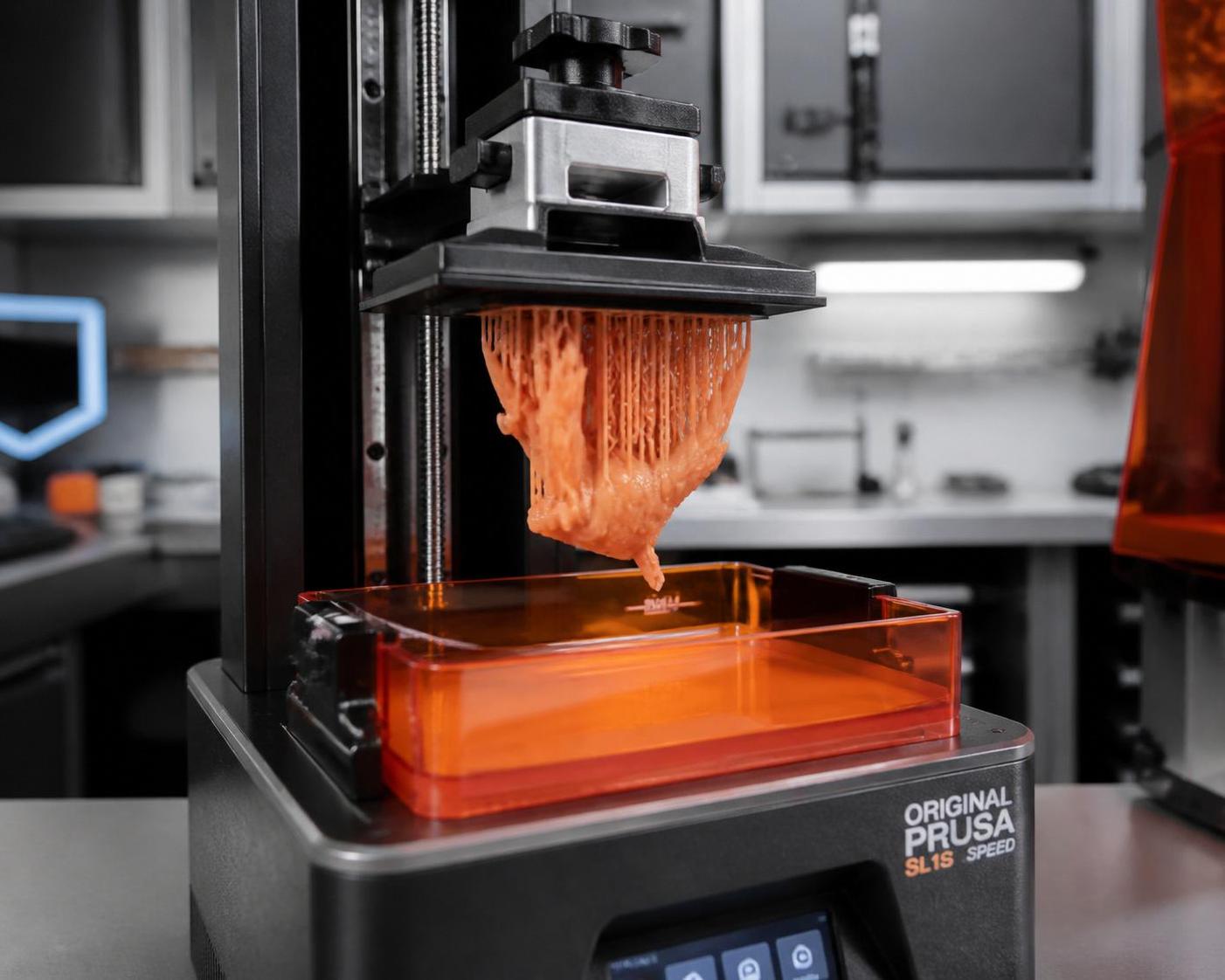
- Récupérer la pièce brute : retirer le plateau, laisser égoutter, décoller la pièce avec une spatule adaptée.
- Passer au post-traitement : lavage, retrait des supports, post-polymérisation, puis éventuelle finition esthétique ou fonctionnelle.
- Contrôler la qualité : vérifier dimensions, aspect de surface, zones critiques selon le cahier des charges.
Ce canevas tient aussi bien pour la figurine de jeu que pour un embout de robot sur une ligne de montage. La différence, ce sera le niveau d’exigence sur les contrôles finaux.

Types de résines : du prototypage visuel aux usages industriels
Toutes les résines ne se valent pas, loin de là. Entre la bouteille pas chère pour figurines et le photopolymère certifié médical, les comportements mécaniques et thermiques peuvent n’avoir rien en commun.
Panorama des grandes familles de photopolymères
Pour t’y retrouver, voici une vue simple des résines les plus répandues et de leurs usages typiques.
| Type de résine | Caractéristiques | Usages typiques |
|---|---|---|
| Standard | Bon rendu visuel, rigidité moyenne | Figurines, maquettes, prototype rapide non fonctionnel |
| Technique / « Tough » | Plus tenace, meilleure résistance aux chocs | Boîtiers clipsés, pièces d’assemblage, gabarits légers |
| Haute température | Supporte des pointes thermiques élevées | Outillage pour moulage, pièces proches de sources de chaleur |
| Flexible / élastomère | Comportement proche du caoutchouc | Joints, amortisseurs, grip soft-touch |
| Biocompatible / certifiée | Formulée pour répondre à des normes spécifiques | Applications médicales, dentaire, parfois contact alimentaire |
| Composites / chargées | Charges céramiques ou fibreuses pour rigidité accrue | Pièces stables dimensionnellement, résistantes à la chaleur |
Pour un usage perso, tu jongleras surtout entre standard, tough et éventuellement flexible. En applications industrielles, les résines techniques ou haute température deviennent souvent la base du catalogue interne.
Comment choisir la bonne résine pour ton projet
La bonne approche : partir du besoin d’usage final, pas du marketing. Demande-toi si la pièce doit encaisser des chocs, rester stable en extérieur, résister à des solvants ou simplement être belle en vitrine.
Camille, par exemple, a basculé ses gabarits d’assemblage en résine « tough » après une série de casses avec une résine standard. Coût à la bouteille un peu plus élevé, mais nombre de remplacements divisé par trois sur l’année.
Si tu bosses en environnement réglementé (médical, aéronautique), les fiches de données de sécurité et certifications sont obligatoires. C’est aussi un point clé si tu comptes documenter tes process qualité sur ton intranet ou ton PLM.
Paramètres d’impression résine : obtenir des résultats propres et répétables
Une fois la résine choisie, tout se joue dans les réglages. L’objectif : stabiliser ton procédé pour ne pas avoir à « bricoler » à chaque nouvelle pièce.
Hauteur de couche, exposition et orientation de la pièce
Trois leviers dominent le jeu : la hauteur de couche, le temps d’exposition et l’orientation.
- Hauteur de couche : 25–50 µm pour un rendu haut de gamme, 75–100 µm pour du fonctionnel rapide. Plus c’est fin, plus c’est long.
- Temps d’exposition : sous-exposé, les couches se décollent ; sur-exposé, les détails se bouchent et les cotes dérivent.
- Orientation : incliner la pièce limite l’« effet escalier » et répartit les supports. On cherche un équilibre entre qualité de surface et solidité.
Dans la pratique, beaucoup d’équipes créent une « carte d’identité » par couple machine/résine, avec les réglages validés et les marges acceptables. C’est ce qui permet de parler de vraie précision d’impression reproductible, pas juste d’un beau coup de chance.
Supports, température et contrôle de la polymérisation
Les supports sont un mal nécessaire. Trop massifs, ils abîment la surface au retrait. Trop légers, ils laissent tomber la pièce en cours de route. Les slicers modernes proposent des profils automatiques, mais un œil humain reste souvent indispensable sur les zones critiques.
La température joue aussi sur la viscosité de la résine liquide et la vitesse de réaction. Une pièce imprimée dans un atelier à 16 °C n’aura pas le même comportement qu’une autre faite à 24 °C, surtout sur des tolérances serrées.
Enfin, la gestion de la photopolymérisation ne s’arrête pas au plateau. La phase de durcissement final, en cabine UV contrôlée, conditionne la rigidité, la résistance thermique et la stabilité dimensionnelle dans le temps.
Post-traitement : la face cachée mais indispensable de l’impression résine
Beaucoup se focalisent sur le moment « impression » alors que la vraie différence se voit après. Sans post-traitement soigneux, tu ne dépasses pas le stade gadget.
Nettoyage, retrait des supports et post-UV
Juste après la sortie de l’imprimante, la pièce est recouverte de résine non durcie. Il faut donc la laver, souvent à l’alcool isopropylique ou dans une solution dédiée, parfois à l’eau pour certaines résines spécifiques.
Vient ensuite l’étape délicate : retirer les supports sans marquer excessivement la surface. Certains ateliers prévoient même des zones de contact « sacrifiées » sur la modélisation 3D pour éviter d’abîmer les surfaces fonctionnelles.
Dernière étape critique : le passage en chambre de durcissement UV, avec temps et température adaptés au matériau. C’est là que le réseau polymère se stabilise, ce qui joue directement sur la tenue de la pièce dans le temps.
Finition de surface et préparation pour assemblage
Selon l’usage, tu peux rester sur une pièce brute ou aller plus loin : ponçage, apprêt, peinture, vernis ou même traitements fonctionnels (lubrifiants secs, revêtement anti-UV). Dans certains ateliers, les pièces résine sont systématiquement reprises par un léger usinage sur zones critiques pour garantir le jeu d’assemblage.
Camille a par exemple mis en place un protocole simple : chaque gabarit imprimé passe par un gabarit de contrôle dimensionnel imprimé lui aussi en résine. Si ça ne rentre pas sans effort, la pièce repart en correction ou à la poubelle. Radical, mais efficace.
Applications concrètes de l’imprimante 3D résine, du bureau d’études à l’atelier
Une fois le flux maîtrisé, la question devient : que faire de cette capacité en vrai, au-delà des bustes de super-héros sur l’étagère ?
Du prototype rapide aux petites séries fonctionnelles
Historiquement, la résine servait surtout au prototype rapide visuel. Maquettes de design, validation ergonomique, revues clients. C’est toujours un gros morceau, mais les applications industrielles se sont élargies.
- Prototypes fonctionnels : clips, charnières, boîtiers à encliqueter pour tests de montage.
- Gabarits et montages : supports de perçage, cales d’assemblage, outils d’alignement pour l’atelier.
- Modèles maîtres : patterns pour moulage silicone, cire perdue, sablage.
- Pièces finales en petite série : connecteurs spécifiques, adaptateurs, embouts personnalisés.
Sur certains secteurs comme le dentaire ou les appareils auditifs, la résine est carrément devenue la norme pour produire à la demande, sur mesure, à partir de scans 3D patients.
Comparaison rapide avec l’impression FDM (filament)
Résine ou filament, la question revient souvent. La vérité : les deux se complètent plutôt bien.
| Critère | Résine | Filament (FDM) |
|---|---|---|
| Détail et état de surface | Excellent, très fin, idéal détails fins | Plus grossier, couches visibles |
| Robustesse générale | Variable selon résine, parfois cassant | Très bon avec les bons polymères (PETG, nylon…) |
| Post-traitement | Obligatoire (lavage, UV) | Optionnel, souvent limité au retrait de supports |
| Usage typique | Pièces précises, petites, détaillées | Structures plus grosses, pièces mécaniques robustes |
| Gestion au quotidien | Résines et solvants à manipuler avec soin | Plus simple, moins « chimique » |
Si tu dois choisir une seule technologie pour commencer, regarde d’abord le type de pièces que tu cibles. Si le détail absolu et des géométries fines sont prioritaires, la résine prend l’avantage net.
Comment sélectionner la bonne résine pour une application donnée ?
Commence par définir l’usage réel : pièce seulement esthétique ou sollicitée mécaniquement, exposition à la chaleur, à l’extérieur ou à des solvants, besoin de certification (médical, alimentaire, etc.). Ensuite, oriente-toi vers une résine standard pour le visuel, technique ou tough pour les pièces fonctionnelles, haute température pour l’outillage, flexible pour les joints, et biocompatible si un cadre réglementaire l’exige.
Comment garantir une bonne précision dimensionnelle en impression 3D résine ?
Assure un bon calibrage de l’axe Z et du plateau, utilise les profils de matériau recommandés pour les temps d’exposition et maintiens une température d’atelier stable. Oriente intelligemment tes pièces pour limiter les déformations, et applique un post-durcissement UV maîtrisé. Enfin, contrôle régulièrement les cotes clés au pied à coulisse ou au scanner 3D pour ajuster tes réglages.
Comment structurer le post-traitement pour maximiser la qualité des pièces ?
Mets en place une chaîne claire : égouttage sur le plateau, lavage dans un solvant propre avec durée contrôlée, séchage, retrait soigneux des supports, puis post-UV dans une cabine calibrée. Ajoute ensuite, si besoin, une étape de finition (ponçage, apprêt, peinture) et un contrôle final des dimensions et de l’aspect. Le tout consigné dans une procédure stable, suivie par tout le monde.
Les pièces imprimées en résine conviennent-elles à la production en environnement industriel ?
Oui, à condition de choisir des résines adaptées et de valider un process complet. La résine est très utilisée pour gabarits, montages, outillage léger et séries limitées de pièces finales. Pour des composants critiques, il faut passer par une phase de qualification : essais mécaniques, vieillissement, vérification dimensionnelle et, si nécessaire, audit matière côté fournisseur.
Quelles précautions prendre pour mettre à l’échelle un parc d’imprimantes 3D résine ?
Prévois des postes de post-traitement dimensionnés (lavage et UV), une gestion des stocks de résine avec traçabilité des lots, et des SOP claires pour les opérateurs. Intègre les imprimantes dans ton système qualité (enregistrement des jobs, paramètres utilisés, contrôles) et évalue les coûts cachés : consommables, temps de main-d’œuvre, gestion des déchets. C’est ce qui conditionnera une montée en charge propre et rentable.